Опоки (полуформы)
Литейная форма состоит из двух полуформ-опок, служащих для того, чтобы удерживать смесь при ее уплотнении, а также при перемещении и закреплении полуформ (рис. 162).
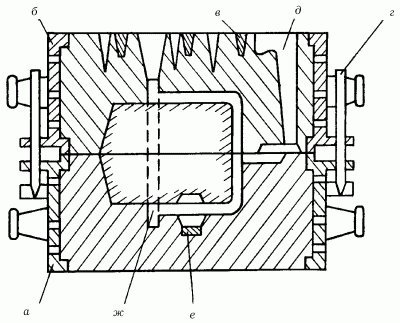
Рис. 162. Литейная форма: а, б – полуформы-опоки; в – крестовины опок; г – штырь; д – литниковая чаша; е – холодильник; ж – полость формы.
Опоки, как правило, заполняют смесью из неорганичеких (кварцевый песок, глина) и органических (уголь, опилки) материалов. На боковой стороне опок необходимо сделать цапфы или небольшие ручки для удобства транспортировки.
Опоки по внешнему виду напоминают деревянные или металлические рамки (рис. 163, 164).
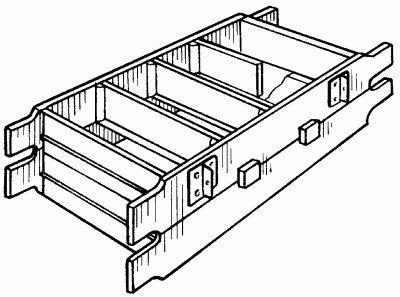
Рис. 163. Деревянная опока для ручной формовки.
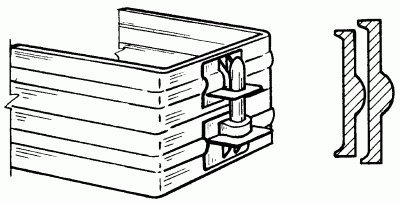
Рис. 164. Опока из фасонного проката.
Предназначены они для уплотнения формовочной смеси при ручном изготовлении литейных форм и потому должны быть очень прочными и достаточно легкими.
При ручной формовке рекомендуют использовать небольшие по размерам и массе (до 30 кг – без смеси, до 60 кг – со смесью) опоки, которые впоследствии можно будет достаточно легко перемещать.
При литье в домашних условиях очень важно правильно выбрать опоку необходимого размера, чтобы при ее использовании не произошло разрушения формы. При выборе и установке опоки нужно учитывать следующие параметры:
– расстояние между полостью формы и стенкой мелкой опоки должно составлять 30–50 мм, крупной – от 100 до 150 мм;
– расстояние от стержневого знака до боковой стенки опоки не должно превышать 50 мм;
– расстояние от модели до верхней или нижней поверхности мелкой опоки должно быть 40–60 мм, средней опоки – 60–120 мм, крупной – более 100 мм;
– расстояние от нижнего знака стержня до нижней части опоки может составлять от 20 до 120 мм;
– от верхнего знака стержня до верхней части опоки следует выдерживать расстояние в 50–120 мм;
– при формовке сразу нескольких отливок в одной опоке расстояние между полостями формы должно быть не менее 20–25 мм для тонкостенных и невысоких отливок и 30–50 мм при изготовлении форм с высокими и толстыми стенками.