Подсоединение пластмассового сифона
Для соединения пластмассовых сифонов санитарно-технического оборудования с системой канализации применяют резиновые переходные детали; для подсоединения чугунных фасонных деталей к системе канализации из пластмассовых труб используют полиэтиленовые патрубки с раструбом на одном конце (рис. 74).
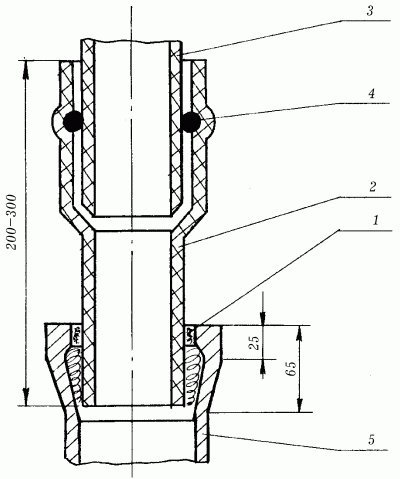
Рис. 74. Подсоединение чугунных фасонных деталей к пластмассовым канализационным трубам: 1 – просмоленная прядь и цементный раствор; 2 – полиэтиленовый патрубок с раструбом; 3 – труба из ПВХ; 4 – уплотнительное резиновое кольцо; 5 – чугунная фасонная деталь.
Вполне возможно, что при сооружении канализационного трубопровода из пластмассовых труб потребуется сформовать раструб, произвести изгиб трубы или изготовить гнутые детали. В преддверии всех этих операций трубы в месте предполагаемой деформации следует размягчить в нагретом глицерине: температура глицерина для размягчения труб из ЛИП должна быть 105 +/–5 °C, для труб из ПВХ – 135 +/–5 °C, для труб из ПП – 165 +/–5 °C. Трубу помещают в ванну с нагретым глицерином на несколько секунд (в зависимости от толщины стенок труб), после чего формуют раструбы (холодный конец трубы зажимают в тисках, а в нагретый (размягченный) вставляют оправку, подогретую до температуры около 100 °C) или производят изгиб труб.
Изгиб пластмассовых труб и изготовление гнутых деталей производят на трубогибочных станках. В зависимости от отношения толщины стенок трубы к ее наружному диаметру, а также от радиуса изгиба гибку труб нужно производить с наполнителем или без него.
Без наполнителя можно гнуть трубы, если соблюдены следующие условия:
– отношение толщины стенки трубы к ее наружному диаметру – не менее 0,06;
– радиус изгиба по оси трубы составляет от 3,5 до 4 величин наружного диаметра трубы.
Если труба и нужный изгиб не соответствуют вышеназванным условиям, то в трубу перед операцией изгиба вставляют наполнитель: резиновый жгут, гибкий металлический шланг или резиновый шланг, заполненный песком.
Диаметр гибочного шаблона должен быть равен наружному диаметру трубы. Пластмасса – материал относительно упругий, поэтому если нужно получить изгиб, например, в 90°, то трубы следует перегибать на 6–10°.
Сформованный раструб на шаблоне, а изгиб в зафиксированном положении на трубогибочном станке охлаждают до температуры окружающего воздуха водой.