Разновидности чеканных работ
Чеканка по литью
У литых заготовок чеканят только поверхность. Можно приготовить отливку самому или расписать уже готовое изделие.
В большинстве случаев отливки чеканятся из поделочной стали, меди и бронзы. Инструментов для выполнения работ требуется намного меньше, но они должны быть лучше закалены, так как отливка почти не деформируется. В качестве подложки используются в основном котелки со смолой, крупные детали зажимаются в тиски. Чтобы не повредить поверхность, под губки тисков или струбцин надо подкладывать свинцовые или деревянные подкладки. Массивные изделия можно обрабатывать прямо на полу.
Чеканка на объемных изделиях
У этого вида чеканки есть свои особенности. В целом он более сложен по сравнению с чеканкой на плоской поверхности, и заниматься им начинающим не рекомендуется.
При создании рисунка с учетом формы изделия необходимо делать несколько разверток.
Для перевода лучше пользоваться копировальной бумагой, так как в этом случае проще вносить поправки, канфарение применяется крайне редко.
При чеканке объемных изделий, как упоминалось ранее, их можно залить смолой целиком. Чаще всего заливку производят не в ящики, а в металлические котелки. Их заполняют смолой горкой, то есть так, чтобы она немного выступала над поверхностью котелка. Пока смола не затвердела полностью, ее покрывают влажной вощеной бумагой и чуть вдавливают заготовку в смолу.
Когда смола застынет, на поверхности образуется углубление в форме предмета, в которое изделие кладут при обработке. Под котелок во время работы подкладывают резину, чтобы смягчить удары по столу.
Для большего удобства котелок устанавливают в металлическое кольцо чуть меньшего диаметра. Оно служит опорой для котелка и позволяет поворачивать его под любым углом к мастеру.
Вытапливают смолу из объема так: изделие подвешивают над ящиком широким отверстием вниз и начинают нагревать с этой же стороны. Для полной очистки проводят отжигание. Если изделие имеет узкое горлышко, то нагрев должен проводиться именно в районе горловины, так как смола при нагревании увеличивается в объеме и может разорвать форму. Выколотку рельефа производят с помощью крюка и трещотки (рис. 121).
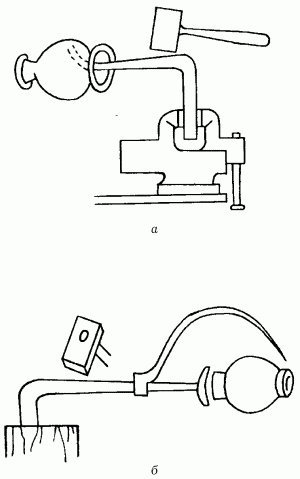
Рис. 121. Работа трещоткой: а – обычной; б – с указателем.
Для этого изделие закрепляют на подложке, после чего боевой конец крюка ставят изнутри на участок рельефа и производят несильный удар молотком по штанге крюка. Перемещая рабочую часть по внутренней поверхности, весь рельеф выколачивают до желаемой высоты. Неудобство при работе крюком состоит в том, что им заняты обе руки, поэтому заготовка остается без контроля.
При работе трещоткой ее рукоять закреплют в тисках, а рабочий конец располагают внутри изделия. Сильными ударами по ручке инструмента заставляют его вибрировать и выколачивают боевым концом рельеф (рис. 121, а). Особенность работы заключается в том, что перемещается не чекан, а обрабатываемая форма. Более удобны трещотки с указателем (рис. 121, б), значительно упрощающим работу.
При работе с этими инструментами требуется большой опыт, потому что работать приходится почти вслепую. Начинающий чеканщик может создать объемное изделие, выполнив сначала развертку рельефа, а потом согнув ее в готовое изделие и спаяв. Высокий рельеф при этом придется осторожно подправить, так как при сгибании он теряет форму и может сломаться.