Служебные инструменты
Помимо литейной формы, стержней и модельного комплекта, для ручного литья необходим и другой инвентарь, который условно можно разделить на несколько групп (рис. 169).
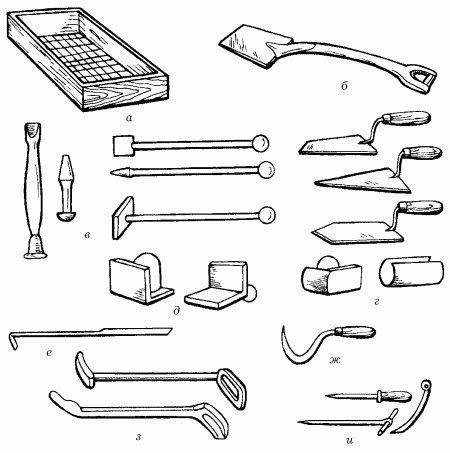
Рис. 169. Служебный инструмент для ручной формовки: а – сито; б – совковая лопата; в – ручные трамбовки; г – гладилки; д – угловые гладилки; е – крючок; ж – формовочный нож; з – фигурные ложки; и – стальные иглы.
1. Инструменты, предназначенные для заполнения опоки формовочной смесью: прямоугольные или круглые сита с металлической сеткой (рис. 169, а), плоские или совковые лопаты (рис. 169, б).
2. В опоке смесь утрамбовывают с помощью ручных трамбовок (рис. 169, в), которые, в зависимости от назначения, могут быть различными: короткими – для уплотнения смеси в опоках с низкими стенками, длинными – для уплотнения смеси в крупных опоках, с острыми или тупыми концами – для уплотнения смеси, соответственно, в объеме опоки или у ее поверхности.
3. Для контроля поверхностного слоя засыпанной и утрамбованной смеси используют ватерпас, или уровень.
4. Ровную и гладкую поверхность можно создать с помощью гладилки или ланцета (рис. 169, г).
5. Выправлять углы лучше всего угловыми гладилками (рис. 169, д).
6. Упавшие внутрь формы частицы формовочной смеси можно удалить с помощью крючка (рис. 169, е).
7. Для того чтобы избежать разрушения во время извлечения модели из формы, смесь необходимо предварительно увлажнить с помощью кисти.
8. Литниковые каналы лучше всего проделывать специальными ножами (рис. 169, ж).
9. Сгребать формовочную смесь в сито удобнее с помощью скребков и совков.
10. Для выравнивания поверхности литниковых ходов часто используют фигурные ложки (рис. 169, з).
11. Вентиляционные каналы можно проделать с помощью стальных игл разных диаметров (рис. 169, и): 3–5 мм – при изготовлении небольших форм, 7–10 мм – для крупных отливок.
12. Приготовленные модели расталкивают, используя специальные молоточки – киянки.
13. Лишними не окажутся и щетки, которыми можно сметать остатки и ненужные комочки формовочной смеси.
14. Для уплотнения формовочной смеси при изготовлении достаточно больших по размеру и массе форм рекомендуют использовать пневматическую трамбовку.
15. Часто внутри форм, на крестовинах, закрепляют крючки из изогнутой низкоуглеродистой стальной проволоки, которые служат опорой для формовочной смеси. Эти крючки для лучшего сцепления со смесью можно обмазать жидкой формовочной глиной.
16. Для того чтобы лучше зафиксировать формовочную смесь в верхней опоке, в ней устанавливают деревянные колышки.
17. Такие места в форме, как выступающие части, углы, болваны и переходы от тонких сечений к толстым, закрепляют с помощью литейных гвоздей, или шпилек.
18. Проволочные или литые каркасы используют в литье в качестве «скелета» стержней. При этом в небольшие по размерам стержни вставляют каркасы из тонкой проволоки, в более крупных стержнях устанавливают каркасы либо из проволоки диаметром до 9 мм, либо литые из чугуна.
19. Каждому литейщику необходимо всегда иметь под рукой пульверизатор (для нанесения краски на детали) и пневматические сопла (для обдува готовых форм перед сборкой их частей).