Раздача
При прошивке и пробивке образуются отверстия, края которых имеют коническое сужение. Для исправления этого дефекта используют бочкообразные оправки, которые проталкивают сквозь отверстие. При этом стенки вдавливаются внутрь, и отверстие получается правильной цилиндрической формы.
У отверстий, выполненных с помощью пробивки, сужение направлено к нижнему краю, а максимальная ширина соответствует наибольшему сечению прошивня. У тех же, которые сделаны пробойником, сужение идет к центру и внешние отверстия имеют диаметр, соответствующий сечению погруженной в металл части инструмента. Это следует учитывать при выборе размера пробойника.
При раздаче тонкие стенки детали могут выпучиваться за внешние границы. Чтобы устранить этот дефект, в отверстие вставляют стержень такого же диаметра, кладут заготовку горизонтально на наковальню и делают осадку выступа.
Инструмент при выбивании отверстий располагают вертикально, первые удары наносят слабо, чтобы наметить место и создать направление деформации.
Гибка
Если поковке придается изогнутая форма по заданному контуру, то такая кузнечная операция называется гибкой. При гибке происходит неравномерное деформирование различных частей заготовки. Те слои, которые расположены у внешнего края угла, растягиваются, внутренние, наоборот, сжимаются. За счет этого толщина изделия уменьшается на величину, называемую утяжиной.
В процессе такой деформации главное – избежать появления трещин на внешней части. Она подвергается наиболее сильному воздействию, которое зависит от величины угла сгиба, пластичности металла, толщины заготовки и направления волокон.
Чаще всего гнется горячий металл, но тонкие полосы поделочной стали гнутся и в холодном виде. Деформация такой полосы более упругая, поэтому ее лучше делать на угол, на несколько градусов больше, чем требуется.
Приемы гибки
Они зависят от формы поперечного сечения заготовки. Перед началом операции ее разогревают до температуры ковки, желательно только в том месте, в котором осуществляется сгиб.
Следующий этап – высадка внешней части сгиба, которая будет компенсировать утяжину (рис. 151).
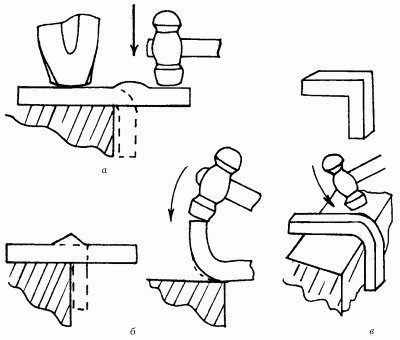
Рис. 151. Способы устранения утяжины.
Размеры ее определяются с учетом толщины и угла сгиба. Можно оставить утолщение на месте сгиба во время выполнения протяжки. Заготовку кладут на угол наковальни, прижимают сверху кувалдой или струбциной и ручником изгибают на нужный угол (рис. 151, а).
У более коротких заготовок металл наращивают уже после того, как произведена гибка. Сделать это можно прямыми ударами по торцу или же гладящими ударами по внешним сторонам (рис. 152, б). Когда требуется сделать угол меньше 90°, проводят высадку внешней части, затем сгибают деталь необходимым образом. Далее проводится протяжка угла, то есть запас металла перемещается в сторону утяжины. Удар ручником делается с небольшим наклоном, как показано на рис. 151, в.
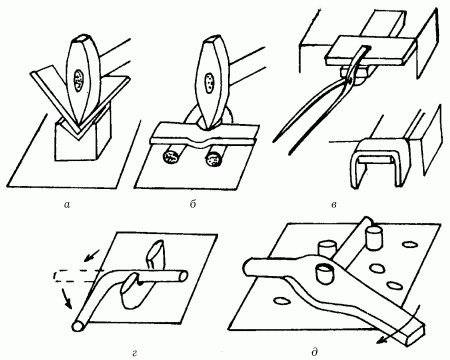
Рис. 152. Различные приемы гибки: а, б, в – с помощью подложек; г – в вилке; д – на гибочной плите.