Термическая обработка готовых изделий
Термическая обработка проводится с готовой уже поковкой и служит для того, чтобы изменить структуру металла. От правильного ее выполнения зависит качество изделия и его долговечность.
Закалка
Она предназначена для придания изделиям из металла большей прочности и твердости. Но следует помнить, что при этом они становятся хрупкими. Обычно закаливаются рабочие части инструментов и детали механизмов, подвергающиеся тяжелым нагрузкам. Изделия из низкоуглеродистой стали практически не меняют своих свойств после закалки, поэтому подвергают их термической обработке крайне редко.
Нагрев
Деталь нагревают до температуры, превышающей на 30–70 °C температуру установления правильной кристаллической структуры. Время нагрева должно быть достаточным для установления равномерного строения во всем объеме металла. Оно зависит от размеров детали и ее формы, а также от сорта стали.
Слишком длительная выдержка приводит к тому, что зерна металла увеличиваются, и он теряет прочность. Поэтому продолжительность выдержки ориентировочно берется равной 0,2 от времени нагрева. В горне деталь следует расположить так, чтобы холодный воздух из фурмы не попадал на ее поверхность. Для этого заготовку кладут на слой смешанного с золой угля.
Охлаждение
Очень важной частью закалки является охлаждение. От него зависит установление необходимой структуры металла.
Скорость охлаждения не должна быть меньше 150 °C в секунду. Так как температуру заготовки целесообразнее всего доводить до 400–450 °C, то продолжительность процесса составляет лишь 2–3 секунды.
В качестве жидкостей для охлаждения используются вода и трансформаторное масло. В последнем скорость понижения температуры меньше, при нормальных условиях она не превышает 180 °C в секунду. В холодной воде охлаждение идет быстрее – примерно 600 °C в секунду.
При погружении раскаленной детали в жидкость очень важно, чтобы температура последней повышалась очень незначительно. Если объем ее небольшой, то увеличить конвекцию можно помешиванием.
Хороший результат дает закалка в проточной воде, так как при этом образующийся между заготовкой и жидкостью слой пара быстро рассеивается. Улучшить качество закалки можно добавлением в емкость поваренной соли, соды (до 10 %) или серной кислоты (до 12 %).
Когда требуется закалить только часть изделия, например рабочую часть инструмента, после опускания на необходимую глубину его несколько раз перемещают в вертикальном направлении, чтобы не образовалось трещин в промежуточной части.
При неправильном погружении в воду изделие может покоробиться от неравномерного охлаждения. Чтобы этого избежать, надо опускать детали в воду так, как это показано на рис. 157.
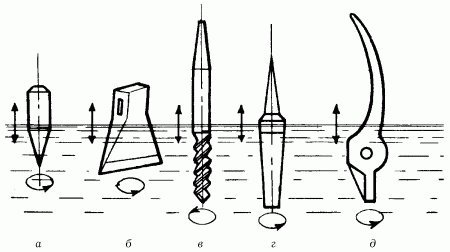
Рис. 157. Погружение поковок в охлаждающую жидкость: а – зубило; б – топор; в – сверло; г – напильник; д – клещи.
Скорость охлаждения так же, как и скорость нагрева, зависит от размеров заготовки и материала, из которого она сделана. Изделия из малоуглеродистых сталей охлаждают в воде, но если они имеют сложную форму, то лучше проводить процесс в масле, иначе на поверхности могут появиться трещины.
У заготовок большой площади сечения верхние слои охлаждаются быстрее нижних, поэтому закалка внешней части гораздо более сильная. Если сталь содержит легирующие элементы – такие, как марганец, хром и другие – то глубина закалки увеличивается.
Часто кузнецы выполняют закалку изделий сразу после ковки, что позволяет значительно экономить топливо. Для этого ковка выполняется с таким расчетом, чтобы после ее окончания металл имел температуру, при которой можно проводить закаливание.