Разгонка
Одной из разновидностей протяжки, часто используемой в художественной ковке, является разгонка, или изготовление пластины из заготовки большего сечения.
Она выполняется с помощью раскатки, которая разгоняет металл в разные стороны. Последовательным перемещением инструмента создают широкую ребристую поверхность нужных размеров, потом выравнивают ее гладилками до требуемой толщины (рис. 146).

Рис. 146. Разгонка плоской пластины.
Протяжка на оправке и раскатка
Если необходимо увеличить длину толстостенной трубки или другой пустотелой заготовки при уменьшении ее толщины, надо применять вытяжку с оправкой. Оправку (она круглая или квадратная, обычно слегка коническая или пирамидальная для облегчения снятия заготовки) вставляют в поковку, саму поковку размещают в соответствующих обжимках (рис. 147, а).
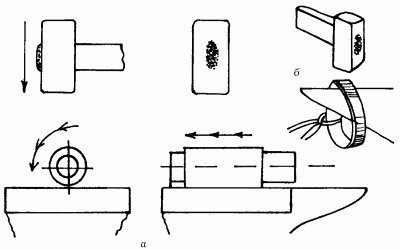
Рис. 147. Примеры вытяжки с оправкой: а – протяжка на оправке; б – раскатка.
В процессе вытяжки поковку надо постоянно поворачивать вокруг оси (при работе с квадратной оправкой – на 90°).
Для увеличения наружного и внутреннего диаметров колец, обручей и т. п. металл раздают на оправке. Для этого надо осадить и прошить заготовку или взять готовое изделие и надеть его на цилиндрическую оправку. Оба выступающих конца оправки уложить на подставку, ударами молота раздать металл, постепенно поворачивая заготовку. Диаметр изделия увеличивается за счет утончения стенок. Готовые кольца можно раздать на конической оправке, поставленной в вертикальное положение.
Раскатка увеличивает диаметр кольцевой заготовки протяжкой стенок полосы. Ее применяют для изготовления бесшовных колец высокой прочности (рис 147, б).
Проводят эту операцию на роге кувалдой или используют верхники вогнутой формы. Если кольцо сделано из полосы с продольным распределением волокон, то поперечная деформация незначительна, а расширение идет целиком по периметру. На заключительном этапе делают выглаживание.