Сборка узлов с подшипниками качения
При сборке механических передач более широко, чем подшипники скольжения, используются подшипники качения: шарико– и роликоподшипники (игольчатые и конические). Основное назначение подшипников в сборочном узле – воспринимать радиальные и осевые нагрузки на вал и перераспределять их на корпус и станину механизма. В зависимости от направления действия этих нагрузок подшипники подразделяются на радиальные, радиально-упорные и упорные. Методы их установки имеют некоторые различия.
Но сначала о том, как правильно подготовить подшипники к установке. Первоначально подшипники нужно расконсервировать, то есть снять с их поверхности заводскую предохранительную смазку, очистить, затем промывать 5–20 минут в горячем масле, или горячем антикоррозионном растворе (температура масла или раствора – 75–80 °C), или бензине (керосине), разумеется без подогрева. Промывку следует осуществлять таким образом, чтобы избежать контакта подшипников с осевшей на дно промывочной ванны грязью, для чего их следует поместить в корзину из проволоки и в ходе промывки периодически встряхивать. Чистые подшипники тщательно просушить. Теперь следует произвести предварительный контроль качества подшипников: они не должны иметь видимые дефекты, вращение их должно быть плавным, без толчков. В завершение подготовки подшипники подгоняют под посадочные места, а также покрывают посадочные места вала, корпуса и подшипника тонким слоем рабочей смазки (литолом, циатимом, в крайнем случае солидолом).
Шариковые подшипники устанавливают по двум неподвижным посадкам: внутреннее кольцо на вал, а наружное в отверстие корпуса. Крупногабаритные подшипники запрессовывают в подогретом виде гидравлическим прессом – метод практически неосуществимый в условиях домашней мастерской.
Мелкие и средние подшипники запрессовывают на неподвижный вал вручную или на прессах в холодном состоянии (рис. 60).
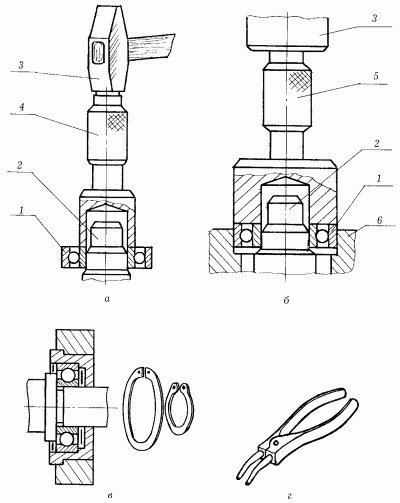
Рис. 60. Установка шарикоподшипников: а – запрессовка подшипника на вал; б – запрессовка подшипника одновременно на вал и в отверстие корпуса; 1 – подшипник; 2 – вал; 3 – молоток или ручной пресс; 4 – оправка; 5 – оправка с буртиком; 6 – корпус; в – фиксация подшипника пружинными кольцами; г – щипцы для разводки концов пружинных колец.
При этом следует обеспечить соосность вала и подшипника, для чего используется оправка, которая передает усилие запрессовки непосредственно на торец кольца. В том случае, если подшипник одновременно запрессовывают на вал и в отверстие корпуса, применяют оправку с буртиком. Для установки подшипников на длинный вал используют выколотку, которая должна плотно прилегать к торцу внутреннего кольца подшипника, чтобы уберечь его от повреждения.
В целях предотвращения осевого смещения колец подшипника во время работы механизма их фиксируют пружинными кольцами, которые закладывают в канавки вала или корпуса после установки подшипника на посадочные места. Кольца эти имеют разъемную конструкцию, и после установки их на вал концы разводят специальными щипцами.
Контроль качества запрессовки подшипника осуществляется щупом толщиной 0,03 мм: он не должен проходить между торцами колец подшипника и буртом корпуса механизма или вала.